把鞋厂裁断、削皮、面部、成型操作标准精要,发给全厂的员工就方便管理
2017-03-16 信息来源: 莆田市制鞋产业集群窗口服务平台

鞋厂裁断操作标准精要
1、新款上线前,操作工必须核对封样鞋,熟悉掌握每块样板所在鞋子的部位以及所在皮料上正确排放的位置。领出材料时首先将皮张按皮纹粗细、颜色、厚薄等进行分类。
2、排版必须合理的搭配,先取鞋头后取后包、鞋身,先主后次,先外后内,先大后小,前帮优于后帮,外侧部位优于内侧‘
3、鞋头、鞋盖必须选择皮张较厚的背部与臀部,在不影响质量的情况下,在帮脚的位置可合理利用疵点。
4、选划时要求皮纹粗细、厚薄、色泽、丝缕走向一致,(除包跟皮外)一般均取直向丝缕。
5、根据鞋款不同,如花纹皮,为合理利用材料,可反方向选划,必须配双,并注明标识,以便在贴衬布时防止皮料的延伸。
6、羊皮排版时,鞋头按45度方向对准背脊中间两边对称,四肢腋下部位只适用于附件:
7、编号对码准确,不能出现重复编号,对码贴紧靠在帮脚的边缘,贴对码标时先试验一下、看皮面是否掉漆,如有掉漆应选择另外的方法
8、内外、左右脚不能划反,保持皮不精洁、划线清晰,
9、冲料前首先核对刀模、货号尺码是否与样板一致,刀模有无变形,牙齿的位置是否正确,特别车鞋垫商标切口与商标规格必须核对准确,
10、裁取材料时刀模必须放正不能越线移位,并合理调整机器的深浅度,
11、除帮脚位置允许有1-4mm轻微缺刀外,其它一律不允许有破损缺刀现象,确保切面光滑平整、无毛屑;
12、辅料必须根据所规定的方向和层数进行裁料,不可出现网状现象,通常棉鞋定型布鞋头、后帮按45度方向斜裁。凉鞋里皮、包中底皮和包中底包头通常以45度方向斜裁(但有花纹的必须根据封样鞋的花纹确定)
13、鞋口补强裁斩时,注意两边口门处不能有延伸方向,以确保口门的牢度;棉毛内里需顺毛方向排刀。
14、裁斩猪里时,根据各个部位合理利用,并配双编号
鞋厂削皮操作标准精要
一、削皮宽度,厚度均匀一致,不得有波纹现象,边口不得起皱破碎和变形,斜坡斗整、顺畅。
二、常规批皮规格表:(关键在此,搞懂这张表就ok了)
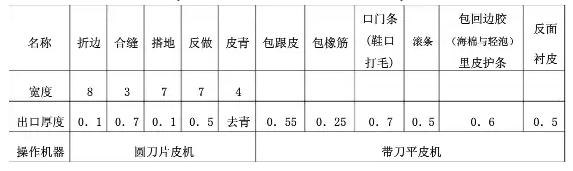
三、包头、主跟削皮时宽度为8mm,顺薄出口、末端为0:
四、女单鞋内里包头位置需削皮青宽度为4mm,鞋盖需定型的定型后削皮,鞋盖衬布处削去宽度不能超过4mm
五、生产棉鞋时鞋头定型后必须进行二次开料(定型以后核对翘度,样板再修剪整齐)以后再削皮并且较厚里皮的帮脚位也需削皮、宽度为4mm;
六、特殊材料削皮时需在师傅的要求指导下操作,比如:松紧带需要削时必须用白胶粘牢敲平后才能削
鞋厂面部操作标准精要
一、备料:备料员需对照生产备料指令单配码投料,投料时注意尺码大小,帮面有无皮疤及色差现象,皮纹粗细应一致,对码要准确。
二、划线:首先要将货号、码数进行核对,划料板与做实板进行核对。样板要放正,样板上的双面胶贴在帮脚或搭位处,注意皮面掉漆,检查对码是否准确后再进行操作、划线要清晰,通常折边位置留4m宽,搭位位置留7mm宽,皮而要保持清爽。根据皮料选用适当银笔。
三、贴衬布:位置要准确,刷胶要均匀不能刷到帮脚的部位,注意敲平、敲牢。烫布材料温度设置,冷粘通常70-80℃之间,牛皮热烫通常100-110℃左右(羊皮根据皮质另行设置)必须牢固不能有起壳起皱现象,衬布位置距做折边位8-9mm.距帮脚7mm,烫布机皮带上要保持清洁,防止污染鞋而
四、打剪口:剪刀口密度均匀,深度适当,剪刀口深度一般距折边位2mm,刀口间距通常1-2mm
五、贴保险带:保险带距折边位4mm,搭位处贴出划线位置3-4mm,保险带要拉直,转弯处要压紧粘牢不能打皱,刷胶以后不能有移位现象,
六、刷胶:刷胶要均匀,不能有堆胶现象,刷胶宽度一般为10mm
七、折边:折边宽度4mm,注意边口圆顺,转弯圆头部位要按样板做圆滑,均匀敲平,特殊位置加补强带(特别女鞋口门处要与皮面相平)
八、贴里皮:高出口门女鞋5mm,男鞋4mm左右,小于帮脚6-8mm,分清左右,码数准确,对好颜色、贴正,有弧度及翘度的地方要贴出弧度翘度:
九、车缝:车线.男鞋针距4-4.5针/公分,女鞋4.5-5针/公分,上下回针2-3针,必须回到原针眼,车假线与合缝要求底、面、线同色,假线行距宽窄一致,特殊鞋款参照封样鞋
十、贴衬布:翻里鞋生产时口门处应加贴补强衬布,贴衬布时应刷黄胶,宽度与衬布宽度一致,衬布口门与帮面口门相平,以便车翻里时车线能把面料与衬布车在―起,增加口门的牢度
十一、压跟:压跟机在操作过程中需注意把鞋面后跟线拉开压平直,鞋面不能有起皱、扭曲现象,压跟布条与下口平齐,有折边的距上口8mm。
十二、二次开料:生产靴鞋时需二次开料的,定型以后核对样板翘度,再将多余部位对准样板修剪整齐,贴里皮时前后中心点要对正,防止歪斜或过大过小,确保面皮和里皮的吻合。
十三、修里皮:整齐,不起毛、里皮不外露、不得修断车线及损伤皮面,距车线边距0.5mm。
十四、印号打字:印号位置要准确,字迹要整洁清晰,尺码、货号不能印错,根据里皮颜色选择准确的烫金纸与印油颜色外贸鞋须根据客户提供或指定的烫金纸、印油与颜色、位置。
十五、清洁:
1、擦净鞋面胶,银笔线,划料线,选择适当的清洁剂或生胶片,不能擦破皮面~或掉漆
2、鞋面胶水要用生胶片轻擦,不可掉色。
3、鞋面污物、银笔线要用白电油,针车油清洗(正常情况下不可用“天那水”)
鞋厂成型操作标准精要
一、备料:核对鞋包货号、楦号、尺码是否准确,对码是否一致,检查鞋底,鞋跟有无缺陷,底料、鞋跟与鞋包是否准确。
二、钉中底:楦号与鞋包尺码—致,钉中底准确服楦,不得歪斜,中底与楦头沿口对齐如有多出必须修齐,按规定的位置与数量打中底钉,
三、放主跟、包头:根据帮面使用正确包头、主跟,放包头、主跟时皮面对准里皮,胶水均匀到位,主跟、平整服贴不准有折皱,使用化学片、包头水不宜太湿,太湿会引起里皮发黑,包头水配比为(甲笨:快干=6:4).
四、主跟定型:
1、后缝必须平直,里皮主跟鞋面保持平整,不得起皱,化学片根据里皮材料确定压力,热溶片必须选择与楦形对应的模具,特别冷模,热溶片选择溶化温度根据材质所需温度设定,特别注意温度过高会烫焦里皮,太低主跟起皱不平服:(热熔片材料热模温度为:外模120-170度,内模90-120度冷模温度为-5度以下;定型时间为10-15秒);
2、拉力要适度以防拉破、夹破及里皮脱节现象,包括夹子部位有无掉漆、起皱现象,内外腰曲线自然,浅口鞋保持直线,通常内腰略高于外腰,鞋口不得外翻;两腰及后跟高度符合工艺规格,后跟平整、圆滑不得有起皱现象(通常包头外长内短,主跟内长外短相差2-3mm)
五、修里皮、车边线、刷胶:
1、里皮修剪时要求整齐、且距面皮帮脚边沿内缩6mm:
2、压边线需距帮脚位边沿7mm,且压住包头和里皮:
3、刷胶须按10m的宽度均匀涂刷在帮脚和中底边缘。
六、包头定型、回软:根据包头及皮面材质所选用准确的温度,包头定型温度不宜过高,否则容易烫坏里皮,一般粘住即可,(温度为90-120C,时间8-10s)如果是单面热熔胶包头必须在没胶的地方刷上胶水,回软时同样根据材质调节软化的温度及时间适当调节蒸汽量。
七、前帮:根据材料和楦型严格标准调机,根据帮脚大小确定机器顶芯的高度,如材料比较脆必须在受力部位擦上软化剂,但注意检验皮面是否有掉漆、变色现象,帮脚夹帮宽度一致,帮脚宽为12-15mm。围条高低、鞋脸长度符合工艺规格,要求口门鞋盖端正,后缝正,鞋背,帮脚平服,同双对称一致,如鞋面翘度比较大可先在鞋面定型机上定型以后再前帮,特别注意针眼不得拉开,帮脚位置要均匀对称,女鞋根据楦型选择相应喷咬头和束紧器,通常热熔胶压合时间不低于3-4s
八、拉中帮:口门鞋盖端正、后跟平直,里皮拉平顺,特别注意两腰部位里皮、主跟不得起皱,头帮高低、鞋头长度、后跟高低符合工艺规格,(男鞋中帮内腰比外腰略高 2-3mm , 女鞋内腰比外腰高1-2mm ) ,内外腰曲线自然,浅口鞋内外腰要保持直线,帮脚服贴、平整,子口清爽,鞋面平服
九、后帮机:后缝拉直,高度符合工艺规格,根据楦型调节不同高度与角度,后跟要圆整、平滑,不得有起皱现象(女鞋喷胶轨迹要根据中底形状设置,打钉位置要正确)
十、锤鞋;吹挺鞋面不平之处,锤出楦型,检验皮纹、颜色、对码、高低、长短是否符合工艺规格,锤平各部位,检验端正、平服、对称一致,并将缺胶没粘住的地方用胶补牢。
十一、拉腰帮:注意刷胶要均匀,包头、主跟要放正、放到位,先固定鞋头,再按照工艺规格固定高低长短鞋盖大小,确保头帮、后缝、鞋舌的中心点必须在鞋楦的中心线上,里皮拉挺,脚背平服,两腰稍往前拉,两腰的里皮、主跟要平服,鞋口服植,然后锤出头型
十二、按摩机:根据帮面不同的材质调节温度与蒸汽量,通常温度牛皮160-220度,羊皮80-150℃左右,也可以根据材质及流水线速度适当调整温度,要求在滚珠上轻按不平之处。
十三清洁:使用正确的清洁剂,擦净划料水、银笔线,根据皮质选用正确的针车油或(202)处理剂,注意不得损伤皮面。
十四、加硫定型:鞋子之间保持间隙,防止靠拢粘住损坏皮面,男鞋一般温度在90-120℃,时间10-15分钟;女鞋一般温度80-110℃,时间10-15分钟。
十五、拔钉:必须把所有钉子拔干净
十六、女鞋按摩、敲平:根据帮面不同的材质调节温度与蒸汽量,通常温度在160-220度左右,但也可以根据材质、流水线速度适当调节温度,温度过高会烫坏皮面,插平时根据不同楦型,准确调机、后跟捶平的位置,必须光滑圆整。
十七、砂轮起毛:一般羊皮用砂纸100-120号,牛皮用80-100。均匀去青、深度平整且不走超过1/4
十八、刷胶、处理剂:底与鞋尺码一致,处理剂和胶水品种根据材质正确使用,处理剂不能溢出鞋底、涂刷均匀到位,搭位接头不得堆胶、缺胶,刷子要来回刷、胶水加入固化剂,根据气候、温度及流水线的速度适当进行比例的调节,(通常为胶水的3-5%),搅拌一定要均匀,加入固化剂胶水必须在4小时内用完。
十九、贴底:胶粘干湿度适当,烘箱温度通常65-70度,根据不同材质流水线速度包括气候,适当调整烘箱,活化温度,活化出来以后需在一分钟之内粘合,贴底准确,前后平服,进出一致、平整、牢固、不歪斜,不得有开胶露白现象。
二十、压机:准确调机、鞋底模型符合底型,底腰垫平,压合时间通常8-10秒,压力35KG.压合通常在贴好底以后马上加压,防止压力过大鞋面与大底损伤,压力过小压合不到位,要求底掌平服,子口线条流畅,无提跟现像
二十一、清洁、擦胶:擦净胶水洗净银笔线划料水痕迹,使用正确清洁剂和毛轮,毛轮不宜过硬,以免损伤皮面,如用胶片擦胶注意浅色鞋子不能用黑色胶片
二十二、冷冻:冷冻温度根据材质情况设定,—般为零下5-10度,时间8-10分钟
二十三、女鞋钉跟:钉跟要正,钉帽平服不得钉破鞋跟表面,跟、底平稳不得摇晃,并无提跟和开缝现象,根据要求选择钉子规格和打钉数量,正常情况下勾心中间开叉或洞眼处必须钉上中心钉。
二十四、修里皮:女鞋修里皮平整干净,不得修断子口线。
二十五、粘鞋垫、整理:鞋垫的尺码颜色正确,鞋垫平服、贴正,轻泡放正,胶水不能刷到里皮上,帮面、底面、鞋内清洁、底掌光亮,刷胶时一定要检验鞋内有无未拔漏入的鞋钉
二十六、包装:根据客户要求选用包装纸及布袋,鞋内放置干燥剂,纸团符合楦型,货号、颜色、尺码粘贴正确,不得歪斜并与鞋内对称一致